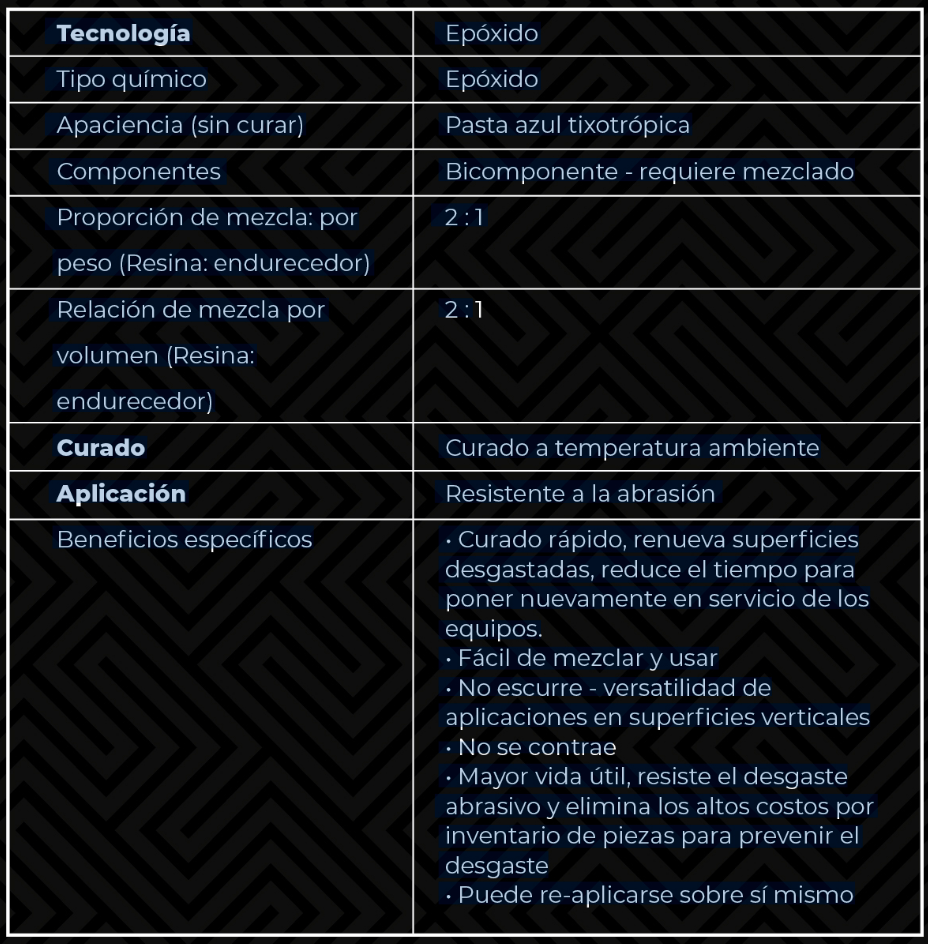
Fast curing, renews worn surfaces, reduces the time to put equipment back into service.
TYPICAL CURING CHARACTERISTICS Curing Specifications Gelling time @ 25°C, 10 to 15 minutes Curing time @ 25°C, 3 hours
Simple to use, Multiple Applications
Easy to mix and use
Does not drip
Versatility of applications on vertical surfaces
Resistant, Smart and Practical
DOES NOT contract
Longer life, resists
Abrasive wear and
eliminates high inventory costs by prevent premature wear
Can be re-applied on itself
Specifications
TYPICAL CURING CHARACTERISTICS Curing Specifications Gelling Time @ 25 °C, Curing Time @ 25 °C, 10 to 15 minutes 3 hours TYPICAL PROPERTIES OF CURED MATERIAL Unspecified curing time Physical Properties: Thermal Conductivity Coefficient, ASTM F 433 1.1 W/(m•K) Glass Transition Temperature ISO 11359-2, °C 58 Thermal Expansion Coefficient, ISO 11359-2, K-1: Below Tg 23 Above Tg 100 Compression Strength, ISO 604 Compression Modulus, ISO 604 N/mm2 84 (psi) (12,150) N/mm2 7,035 (psi) (1,020,300) Flexural Strength, ASTM D790 Flexural Modulus, ASTM D790 N/mm2 49 (psi) (7,150) N/mm2 4,875 (psi) (706,550) Electrical Properties: Volumetric Resistance, ASTM D 257 47×10^12 Surface Resistance, ASTM D 257, ohms 11.6×10^12
BEHAVIOR OF THE CURED MATERIAL Curing time unspecified. Shear Strength on Plates, ISO 4587: Blasted Mild Steel (GBMS) N/mm² 4.0 (psi) (580)
IMS Pro Shield Series
Plataformas de Streaming
Applications
Instructions for use: Surface Preparation Surface preparation is a critical step for the product’s long-term performance. Requirements will vary according to the severity of the application, expected service life, and initial substrate conditions.
On vertical or overhead surfaces, before applying the IMS® BLUE SERIES product, it is recommended to adhere the expanded metal mesh to the substrate. Clean, dry, and sand the application surface. The better the surface preparation, the better the application performance. (SSPC-SP10/NACE No. 2) For less strict applications, manual tools can be used to prepare the surface. As a final step in preparation, clean with a residue-free solvent.
MIXING: Measure 2 parts of resin to 1 part of hardener by volume or weight. Weigh out pre-determined amounts or the entire kit onto a clean, dry surface and mix with a spatula until a uniform color is achieved. If mixing larger quantities, a spiral mixing blade attached to a high-torque electric or pneumatic drill can be used. If the resin and hardener temperature is 15°C or lower, preheat only the resin, approximately to 32°C but not exceeding 38°C.
INSTRUCTIONS FOR USE: Apply the fully mixed material onto the previously prepared surface. With gloved hand, take one (1 inch) balls of mixed material 25mm and rub the surface to apply an adhesion layer. By wetting the surface, it ensures the best possible surface contact and avoids trapping air. Apply until the desired thickness is achieved (Minimum 6 mm), avoiding trapped air. At 25°C, the working time is 10 minutes. The working and curing time depend on temperature and volume; the higher the temperature and volume, the faster the curing. If a smooth surface is desired, apply a small amount of acetone or isopropyl alcohol to the product and apply with a gloved hand or spatula, the solvent will prevent them from sticking. Do not use water as it produces a white film on the final surface.
CAUTION: Use an approved positive pressure respirator with air supply when welding or cutting near the cured torch complex. Use an approved self-contained breathing apparatus when burning, welding, torch cutting, or indoors near curing compound. Use a dust and mist respirator when sanding or curing machining compound. DO NOT use open flame on the compound. See other precautions on the Material Safety Data Sheet.
IMS Pro Shield Series
Credit Card Processing
Use our secure PCI - compliant flat-rare card processing service or bring
Inventory Management
Use our secure PCI - compliant flat-rare card processing service or bring
Actionable Analytics
Use our secure PCI - compliant flat-rare card processing service or bring